


2007年5月1日
転造螺旋
こんにちはベータチタニウム技術開発 松山です
今日はネジ屋さんとしてお話したいと思います
ネジの歴史は結構古くて古代ギリシァ時代まで遡ります。
その後日本にネジが伝わったのは1500年代に種子島に流れ着いた鉄砲に付いていた物だと言われています。
それまでの日本にはネジという概念は無く、建築や道具を作るときには「閂」等を使い組み立てによる強度を求めた手法が多かったのです。
さて、ではこの紀元前に生まれ五百年前に日本に着いた「ネジ」というもの。いったいどのように変わって行ったのでしょうか?
っと、基本的には変わっていません。
種類はいっぱい増えましたが螺旋(ネジと読みます)で入るという基本構造は変わることなく、製造方法やねじ山の形で進化してきました。
そして今日はねじ山の作り方についてお話したいと思います。
工業製品でのネジ山の作り方として代表的な物が
「切削」
と
「転造」
があります。
まず切削ネジについてお話しましょう。
これは主に旋盤と呼ばれる機械で文字通りネジ山を「切って」作ります。
最近だと機械制御されたNC旋盤で比較的簡単に作ることが出来ます。
機械設定も1/1000mmまで制御できる機械がほとんどなので精密作業のイメージを持たれる事が多いです。
コンピューター制御なのでオペレーターの錬度にもよりますが設定は簡単に出来ます。
ですので小ロットの加工や特殊なネジを作るときには向いています。
つづいて「転造」についてです
転造ネジは回転するローラーの間にネジ下(サイズによって決まった数値があります)と呼ばれる物を挟み込みます。
このときに数トンの圧力をかけながらねじ山を「押し出し」ます。
機械制御ではなく熟練の転造職人の「腕」によって精度やねじ山の強度が掛かっている為に簡単には出来ません。
そのかわりに一度波に乗れば次々に機械にかけれる為に大量生産に向いています。
ベータチタニウムで切削、転造両方を使い分けてネジを製作しています。
ケースバイケースなのですが、通常のM3、M4、M5、M6、M7、M8、M10、M12に関しては全て「転造」で作成します。
切削は特殊な場合(左ネジ、規格外ピッチ、規格外サイズ、負荷のかかりが少ない箇所で小ロット品)のみです。
なぜかといいますと基本的に転造のほうがネジとして優れた面が多いからです。
上記では切削=精密 転造=大量生産 とイメージされそうですがネジ山を作るということでは転造でも必要十分の精度の確保は可能です。
ではいったい何故か?
それはネジ山の強さと表面が転造の方が優れているからなのです。
ここに二枚の写真があります。
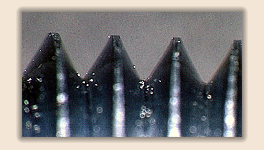
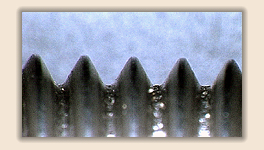
ベータチタニウムが所有する電子顕微鏡で拡大したネジ山の写真です。
上が切削で下が転造になります。
切削ネジは刃物でネジを「切る」為にネジ山の頂上とネジ底が鋭角になってしまいます。
転造ネジは圧力でネジを「押し出す」為にネジの頂点、底共にキレイなアールを描いています。
これを図にすると
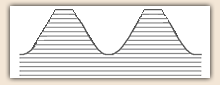
上が切削、下が転造のネジの組織図になります。
切削の方は切断していく過程で金属のファイバーフローを切ってしまうため表面に切り後の「段」が出来てしまいます。
それに比べると転造では金属を押し出す、つまり引っ張って作るためキレイな「面」が出来るのです。
もともと強い64合金に「段」が付くとそれが相手方に食い込んでしまい「焼付き」「かじり」の原因になります。
さらにねじ山が鋭角に付く為相手方(めねじ側)に攻撃性を帯びるので相手方にも段を作りやすくなります。
それに比べ転造で作った「面」は相手方に対する攻撃性はほとんど無くいので高負荷の掛かるところでも焼き付きを起こしにくいのです。
ベータチタニウムで切削を採用する場合は面に特殊な「螺旋屋」の技法を使って表面はキレイにしますが、ネジ山自体の強さは転造にはかないません。
一つ一つを転造処理で作っていく螺旋屋の「技」から生まれるネジ
をお楽しみ下さい。
カテゴリー:螺旋屋徒然ブログ
ブログ内検索
- 最近の記事
- アーカイブ
-
- 2024年2月 (2)
- 2024年1月 (1)
- 2023年12月 (2)
- 2023年10月 (1)
- 2023年7月 (1)
- 2023年2月 (1)
- 2023年1月 (1)
- 2022年10月 (1)
- 2022年9月 (1)
- 2022年4月 (1)
- 2022年3月 (1)
- 2021年12月 (1)
- 2021年9月 (1)
- 2021年8月 (1)
- 2021年5月 (1)
- 2021年4月 (1)
- 2021年1月 (1)
- 2020年9月 (1)
- 2020年7月 (1)
- 2020年6月 (1)
- 2020年5月 (2)
- 2020年3月 (2)
- 2020年1月 (2)
- 2019年12月 (1)
- 2019年11月 (1)
- 2019年10月 (1)
- 2019年9月 (1)
- 2019年8月 (2)
- 2019年7月 (2)
- 2019年6月 (2)
- 2019年5月 (2)
- 2019年4月 (2)
- 2019年3月 (1)
- 2019年2月 (2)
- 2019年1月 (1)
- 2018年12月 (2)
- 2018年10月 (1)
- 2018年8月 (1)
- 2018年4月 (2)
- 2018年3月 (1)
- 2018年1月 (1)
- 2017年10月 (1)
- 2017年9月 (2)
- 2017年7月 (1)
- 2017年5月 (1)
- 2017年4月 (2)
- 2017年3月 (2)
- 2016年11月 (1)
- 2016年10月 (1)
- 2016年9月 (1)
- 2016年7月 (2)
- 2016年6月 (1)
- 2016年4月 (3)
- 2016年2月 (2)
- 2016年1月 (1)
- 2015年8月 (1)
- 2015年7月 (1)
- 2015年2月 (2)
- 2015年1月 (1)
- 2014年12月 (2)
- 2014年11月 (1)
- 2014年10月 (3)
- 2014年9月 (1)
- 2014年8月 (3)
- 2014年6月 (1)
- 2014年5月 (2)
- 2014年4月 (2)
- 2014年3月 (5)
- 2014年1月 (3)
- 2013年12月 (4)
- 2013年11月 (3)
- 2013年10月 (3)
- 2013年9月 (2)
- 2013年8月 (2)
- 2013年7月 (3)
- 2013年6月 (3)
- 2013年5月 (4)
- 2013年4月 (6)
- 2013年3月 (5)
- 2013年2月 (5)
- 2013年1月 (8)
- 2012年12月 (7)
- 2012年11月 (4)
- 2012年10月 (5)
- 2012年9月 (9)
- 2012年8月 (10)
- 2012年7月 (11)
- 2012年6月 (10)
- 2012年5月 (11)
- 2012年4月 (10)
- 2012年3月 (12)
- 2012年2月 (16)
- 2012年1月 (8)
- 2011年12月 (9)
- 2011年11月 (7)
- 2011年10月 (9)
- 2011年9月 (2)
- 2011年8月 (5)
- 2011年7月 (3)
- 2011年6月 (5)
- 2011年5月 (9)
- 2011年4月 (3)
- 2011年3月 (5)
- 2011年2月 (9)
- 2011年1月 (8)
- 2010年12月 (7)
- 2010年11月 (6)
- 2010年10月 (5)
- 2010年9月 (11)
- 2010年8月 (11)
- 2010年7月 (12)
- 2010年6月 (5)
- 2010年5月 (3)
- 2010年4月 (1)
- 2010年3月 (4)
- 2010年2月 (1)
- 2010年1月 (3)
- 2009年12月 (3)
- 2009年11月 (2)
- 2009年10月 (4)
- 2009年9月 (3)
- 2009年7月 (4)
- 2009年6月 (3)
- 2009年5月 (2)
- 2009年3月 (6)
- 2009年1月 (5)
- 2008年12月 (2)
- 2008年11月 (2)
- 2008年10月 (2)
- 2008年9月 (4)
- 2008年8月 (3)
- 2008年7月 (9)
- 2008年6月 (4)
- 2008年5月 (2)
- 2008年4月 (2)
- 2008年3月 (3)
- 2008年2月 (3)
- 2008年1月 (6)
- 2007年12月 (6)
- 2007年11月 (7)
- 2007年10月 (8)
- 2007年9月 (7)
- 2007年8月 (13)
- 2007年7月 (10)
- 2007年6月 (11)
- 2007年5月 (25)
- 2007年4月 (14)


