What’s Ti-6Al-4V チタン合金とは
原料であるスポンジチタン ー 鉱物から材料への過程 ー
ルチル鉱と塩素を約1000~1100℃で反応させ、粗四塩化チタン(TiCl4)を作ります。高温での反応のため粗四塩化チタンは気体ですが、冷却し液状にします。液状の粗四塩化チタンを蒸留塔にて精製し、不純物を取り除くと、純粋な四塩化チタンとなります。
次に不活性ガスで満たされた容器中に液体のマグネシウムを投入した後、液体の四塩化チタンを滴下して反応させ、チタンと塩化マグネシウムに分離することでスポンジチタン塊になります。
その後、スポンジチタン塊を細かく砕き不純物を含む部位を選別除去することで、より高純度なチタンの原材料であるスポンジチタンとなります。
スポンジチタンの主要生産国は、日本、アメリカ、ロシア、カザフスタン、ウクライナ、中国の6カ国ですが、その中でも、航空機エンジン向けのプレミアムグレードと称される重要部品用高品質スポンジチタンを提供できるのは、日本の2社を含めて数社のみです。丸棒や板などの展伸材は、スポンジチタンの精度によって品質(グレード)が決まります。
Material 素材
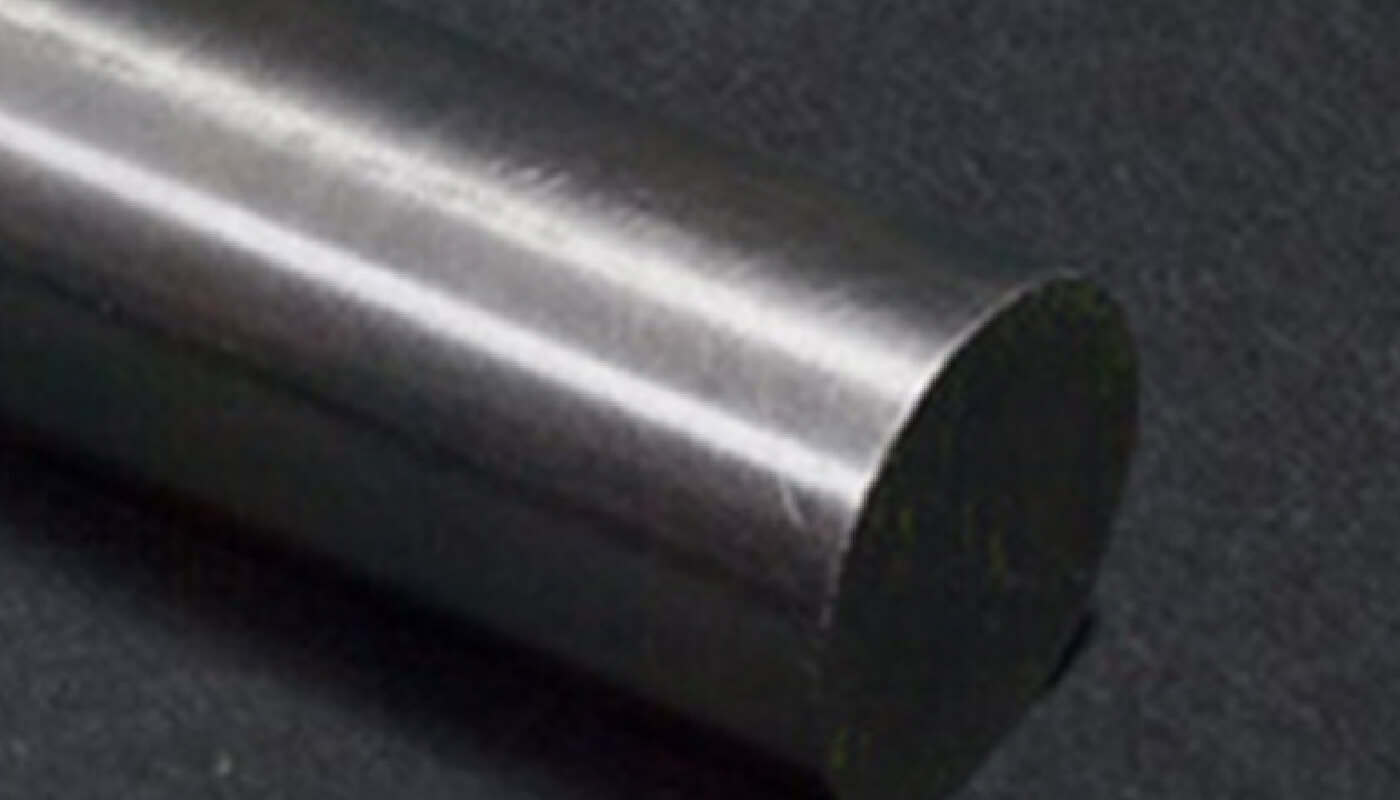
純度の高いスポンジチタンは各製鋼メーカーで丸棒や板などの展伸材になります。このとき強度や剛性を上げるためチタンに他の鋼材をブレンドしたものが合金素材となり、国内製鋼メーカーの高度な品質管理の元で製造されたチタン合金を弊社では使用しています。弊社のチタン材は64チタン(Ti-6Al-4V)と呼ばれていますが、JIS規格であるTAB6400・アメリカ工業規格であるASTM B348 Gr5などの規格に準じ、信頼性や耐久性において世界でも認められたものです。弊社では適時、自社の製品(ボルト)引張試験を行い、材料検査証明書と相違が無い事を確認しています。
Forging 鍛造

弊社の主なボルトは丸棒を熱間鍛造した鍛造材(=ブランク材)を使用しています。64チタンに熱間鍛造を施すのは国内でも非常に稀な加工で、加熱範囲が狭く高度な技術を必要とする工法です。戦後、国内で航空機産業が発達しなかった事もあり、日本でこの工法は発展してきませんでした。弊社のこの鍛造ボルトは丸材加工のボルトに比べて扱いやすく強度があり、ユーザー様の高い支持を得ています。
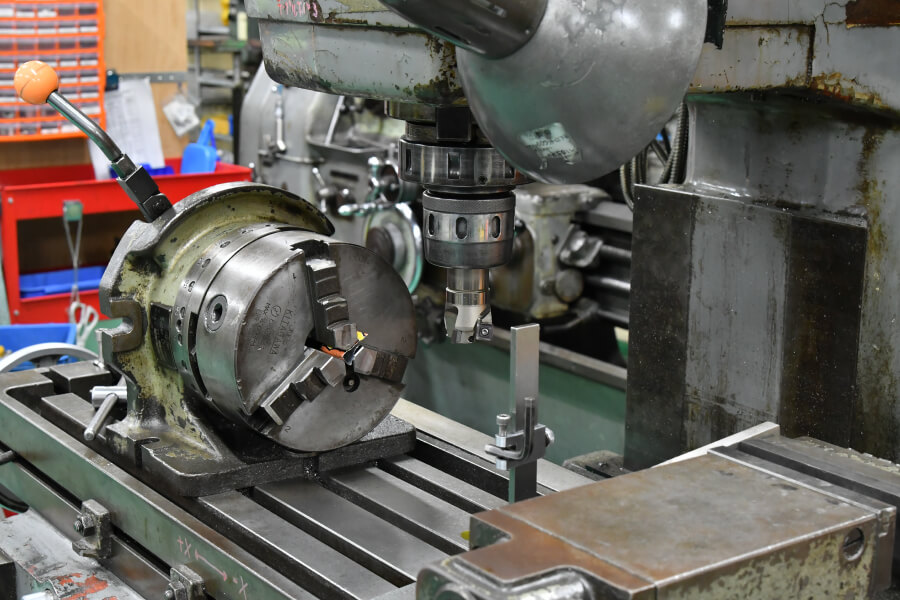
Machining 切削加工

弊社ではチタン合金をはじめ高ニッケル材であるインコネル・ハステロイ・純ニッケルなど、多岐にわたる鋼材の切削加工をしています。こうした難削材といわれる鋼材の加工データを蓄積した弊社の切削加工技術は、世界的に高品質な工業製品や民生品を担う製造装置にも生かされています。
Form Rolling 転造加工

精密研磨された転造ダイスによって、加圧・回転させネジ部を形成する工法です。刃物で切削する切削ネジと異なり組織を分断することがないため、ネジ部の再現性に優れ品質が安定します。切削ネジに対し150~200%の耐久性があると言われています。産業機器の繰り返し外力がかかる部分などには、絶大な信頼を得ています。
当社のモノづくりは豊富な経験やデータから検査・実証を経て生まれてきます。
機械的性質の比較
| 比重 | 引張強度(MPa) | 0.2%耐力(MPa) | ヤング率(GPa) | 表面硬さ(HV) | |
|---|---|---|---|---|---|
| 純チタン(2種) | 4.51 | 390 | 272 | 106 | 144 |
|
α-β合金 (Ti-6AI-4V) |
4.47 | 980 | 930 | 114 | 320 |
|
β合金 (Ti-15V-3Cr-35n-3AI) |
4.7〜4.9 | 890 | 775 | 75〜95 | 260 |
| SUS304 | 7.9 | 662 | 264 | 199 | 168 |
| ハステロイC22 | 8.89 | 800 | 405 | 205 | 210 |
| インコネル625 | 8.44 | 950 | 550 | - | 210 |
| A7075(Al) | 2.8 | 570 | 510 | 71 | 170 |
| SS400(Fe) | 7.85 | 420 | 320 | 192 | 115 |
| ジルカロイ(Zr) | 6.5 | 412 | - | 89 | - |
| マグネシウム(Mg) | 1.8 | 320 | 230 | 45 | - |
チタン材料の特徴
| 比重 | 耐クリープ | 加工性 | 材料単価 | 焼入性 | 意匠性 | |
|---|---|---|---|---|---|---|
| 純チタン(2種) | 4.51 | × | ○ | 1 | ○ | × |
|
α-β合金 (Ti-6AI-4V) |
4.47 | △ | × | 1.9 | × | ○ |
|
β合金 (Ti-15V-3Cr-35n-3AI) |
4.7~4.9 | ○ | △ | 3.9 | ○ | × |
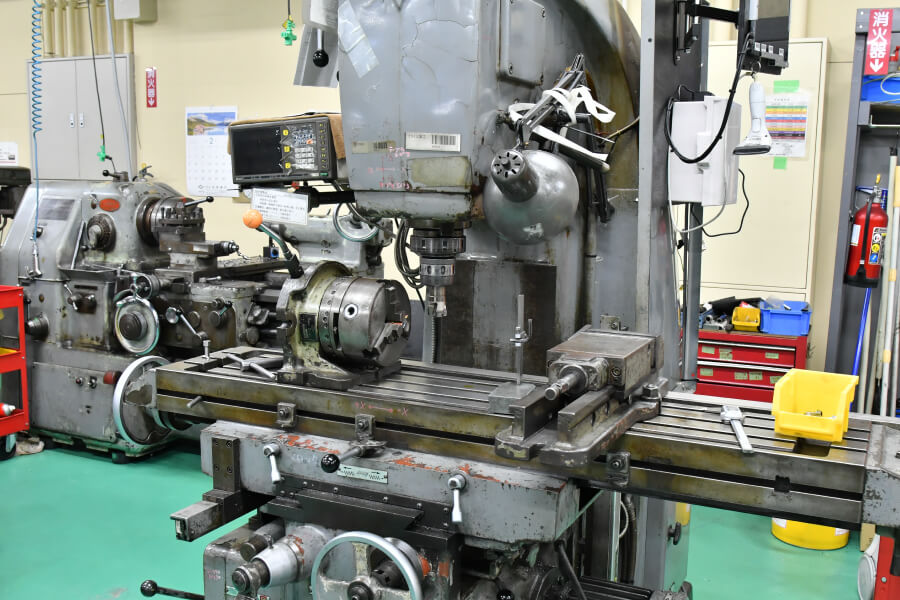
Equipment 設備情報